
Roll Tooling
Roll Forming Lines | Systems | Roll ToolingRoll Tooling Guide
Get Informed Before Making Roll Tooling Decision

KOLEV Engineering Roll Tooling
The Right Part with The First Try-Out
Designing roll forming sets of rolls is an art and takes years to master. Simply put designing, refining, and manufacturing precision roll tooling sets requires high-level skill and vision. Knowledge in using high advanced roll tooling design software is a must, but that has to be backed up with practical knowledge and experience in order to produce high-quality and durable roll tooling that meets and exceeds customer expectations.
KOLEV Engineering has been successfully designing and manufacturing custom roll tooling for more than 25 years for various customers in the USA and Canada. KOLEV is proud to be one of the leading roll tooling designers and manufacturers in North America. The founder has published a comprehensive guide on how to choose roll forming technology and equipment.
After so many years of designing and manufacturing roll tooling sets, KOLEV Eng. has been able to achieve a 99.9% successful fit in the first tryout. That kind of high-quality work attracted a lot of repeat customers who needed roll tooling replacements on their existing roll forming machines.
KOLEV Eng. mainly designs custom roll tooling sets for new and existing roll forming lines and machines. We can replace tooling on any roll forming line even if it is not designed and manufactured by KOLEV Eng.
Basic Roll Tooling Considerations
Prior to roll tooling design and manufacture, please take the following under consideration:
- Quantity of parts that has to be manufactured with one set of rolls (rolls lifetime),
- What is the material of the product that the rolls have to work with – CRS, HRS, SS, GALV, AL, PAINTED, etc.,
- Tolerance requirements – GD & T (general dimensions and tolerances),
- Roll tooling changeover – consider the frequency of changing, cassette type?
- Is the tooling for a single purpose or multiple? For example, roll forming “C” channels with different width (see Fig.1) – adding/removing spacers both sides shafts support)
Fig.1
Roll Forming “C” channels with different width – adding/removing spacers
Roll Tooling Material
Rolls are manufactured with different tool steel. The choice of the roll tooling material is based on the application of the rolls, how long are expected to last, and the cost of the material. Most common tool steel used for rollforming rolls in North America is 1045, 4140, 4340, 8620, 52M, L6, A2, O1, and D2. For 1045, 4140, and 4340, movement and deformation after heat treating is a usual effect and that requires rolls to be chromed for good finished surface. A2, O1, and D2 are having minimum deformation after heat treating and after CNC re-cut, the surface is smoothed and lasts a lot longer.
The most preferable tool steel for rolls with great quality is D2 with minimum to NONE deformation after heat treating and with the final re-cut, the rolls work with all materials used for rollforming parts including pre-paint materials without leaving scratches on the surface. If rollforming stainless steel materials and the parts are to be used in outdoor applications, the tool steel’s carbon leaves a thin layer on the surface and the stainless steel part after time tend to rust. KOLEV Eng. recommends that the areas where the rolls have been in contact with the stainless steel material are cleaned with acid cleaner, or the material prior to rollforming is poly covered.
Rollforming Rolls Manufacture Procedure
The following is a sample procedure for manufacturing rolls. Once the rolls are designed, a list of blanks is completed with finished rolls diameters and finished length. The tool steel supplier is supplying rolls, diameters closed, to the finished ones, and cuts each roll with length (+) 1/8” to 1/4” extra for cleanup and finishing grinding.
1) Rough Bore – this is an operation (many rolls manufacturers are still using) for drilling the roll on a dedicated lathe.
2) Once the rolls are rough bored, precision CNC machining is completing the following operations:
- CNC Bore machining (-.003”)
- CNC one face
- CNC profile machining – plus 0.015” extra material for re-cutting after heat treating
- Flip over and CNC machine the other face and remaining profiling. Extra material for grinding: +0.003” per face
- Machine groove for rolls identification – always on the operator’s side.
3) Punch identifications symbols in the identification groove: Roll # (1T1, 1T2, etc.), Material (D2, O1, etc.), Rolls set ID #, Name of the company that manufactured the rolls.
4) Keyway broaching – size is usual + 0.015” to 0.020” bigger for easy loading and unloading the rolls. In specific cases, the keyway can be tight – (+) 0.003” to (+) 0.005” and is achieved by EDM key cut.
5) Heat treating is the next procedure where, depending on the material, it can be hardened through with hardening 58–60 Rc., or just surface flame hardening (for chrome finishing).
6) Grinding – bore and both faces are ground to size.
7) CNC re-cut – this is the final operation where the profile of the roll is completed as per profile outline and surface fine appearance. Material to re-cut – 0.015”-0.020” all over the profiled surface.
Related: Roll Tooling Manufacture Video
Spacers
Spacers are part of the roll tooling to fulfill the unused space on the shaft. Type of pacers used care – Standard or Special.
Standard spacers are bushings usually from mechanical tubing, bored to Rollformer’s shaft diameter (+ 0.015” to +0.020”) and ground to length. In some cases, they are required to be with keyway.
Special spacers are types of spacers for roll tooling quick change over. They are available with different design features like a horseshoe with a counterbore or split. When the rolls need to be rearranged, the quick change spacers easily can be positioned between the rolls in different locations for different rollformed profile size.
The material used for special spacers is preferable to be high carbonized, i.e. 4140 and additional heat treated to 50–54Rc.
Other Factors to Consider When Selecting Your Roll Tooling
Part orientation – most parts are preferred to be roll formed with legs up. It is the roll tooling designer’s decision how to develop the flower of the part and in which direction the edges (part’s legs) are to be positioned and orientated at the exit – straight up, straight down, or in a specific angle. It is important in the whole rollforming process that all important bending corners are to be in full contact with the rolls. At the exit, how the part is positioned affects the cut-off operation as well.
Pass line – is it constant or variable?
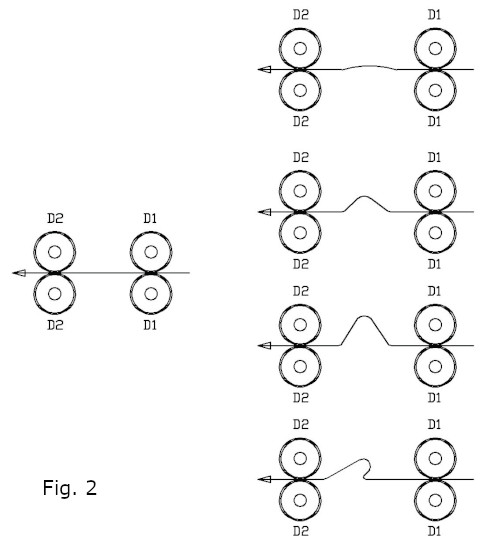
In Fig. 2 are we show two cases:
a) When the roll’s diameter in every sequent pass is bigger than previous. In rolls design, we establish rolls progression within 0.010”.
b) When the roll’s diameter in every sequent pass is smaller than previous. This is a negative progression and the diagram shows the final result of buckling the material between the roll forming stations.
There are a lot of other factors that need to be considered when choosing how to design and manufacture the roll tooling to meet the specifications and requirements of a particular roll forming job. Further education about the process is explained in detail in ROLLFORMING 101 How To Choose The Right Technology book. The book goes in detail in all technical considerations, factors, steps, and formulas used to design and manufacture high-quality precision roll tooling.